Dupla fröccsöntés

Rövid leírás:
Dupla fröccsöntés egy műanyag öntési eljárás, amelynek során két formanyomtatványt egyidejűleg injektálnak ugyanabba a fröccsöntő gépbe, így két különböző műanyag egyik részét alkotják.
Kettős fröccsöntés (más néven dupla lövéses öntés, kétszínű fröccsöntés).
A kettős fröccsöntés egy műanyag öntési eljárás, amelynek során két formanyomtatványt egyidejűleg injektálnak ugyanabba a fröccsöntő gépbe, hogy két különböző műanyagból egy részt alkossanak. Előfordul, hogy a két anyag különböző színű, néha két anyag különböző keménységű és puhaságú, így megszerezve a termék szükséges mechanikai tulajdonságait és esztétikáját.
A kettős befecskendezésű műanyag penész és alkatrészek alkalmazása
A kettős fröccsöntéssel előállított műanyag alkatrészeket széles körben alkalmazták elektronikai termékekben, elektromos szerszámokban, orvosi termékekben, háztartási készülékekben, játékokban és szinte minden más műanyag mezőben. A kétszínű öntőformák gyártása és formázása, valamint a kétszínű fröccsöntő gépek és a kétszínű fröccsöntés alapanyagainak kutatása és fejlesztése szintén gyorsan fejlődött.
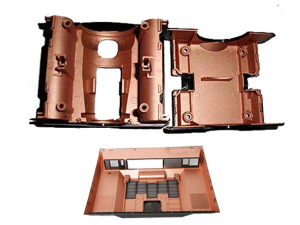
Dupla befecskendezésű alkatrészek esete
Kétféle műanyagot használnak, és azokat a műanyag termékeket, amelyeket egyértelműen meg lehet különböztetni a kétféle műanyag között, kettős befecskendezésű részeknek nevezzük.
Mi a kettős fröccsöntés előnye?
A hagyományos fröccsöntéssel összehasonlítva a kettős anyagú együttfröccsöntési eljárásnak a következő előnyei vannak:
1. Az alkatrészek belső és külső rétege különböző, különböző jellemzőkkel rendelkező anyagokat fogad el, például azokat, amelyek jó szilárdsággal rendelkeznek a belső rétegben, és olyanokat, amelyeknek színe vagy szemcséje van a külső felületen, hogy átfogó teljesítményt és megjelenési hatást érjenek el.
2. Anyag lágy-kemény koordináció: Az alkatrész fő teste kemény anyagokat használ, az összeállításhoz illeszkedő felület rugalmas lágy gyanta (TPU, TPE) felhasználásával nagyon jó tömítő hatást gyakorolhat a termékre, például vízálló, porálló.
3. Különböző használati jellemzők szerint, például a nehéz alkatrészek felületi rétege puha műanyag gyantát használ, az alkatrész teste vagy magja kemény műanyag gyantát vagy habosított műanyagot használhat a tömeg csökkentésére.
4. Alacsony minőségű alapanyagok felhasználhatók a költségek csökkentésére.
5. Az alkatrészek alapanyaga drága és különleges felületi tulajdonságokat, például elektromágneses interferenciát, nagy vezetőképességet és más anyagokat használhat a termék teljesítményének növelése érdekében.
5. Az alkatrészek felülete vagy magja különleges tulajdonságokkal rendelkező drága anyagokból készülhet, mint például elektromágneses interferencia, nagy vezetőképesség és egyéb anyagok a termék teljesítményének növelése érdekében.
6. A kérgi és a mag anyagainak megfelelő keverése csökkentheti a maradék igénybevételt, növelheti az alkatrészek mechanikai szilárdságát vagy felületi tulajdonságait.
7. Az öntéssel összehasonlítva a minőség, a költség és a termelékenység terén nagy előnyei vannak.
A kettős fröccsöntés hiányossága
1. Fektetni kell a dupla fröccsöntő gép beszerzésébe.
2. A kettős befecskendezésű öntőformák összehangolása pontosságot igényel: a hátsó öntőformák követelményei megegyeznek. Ha a terméken változtatásokat hajtanak végre, mindkét öntőformának ugyanazokat a változtatásokat kell végrehajtania annak biztosítása érdekében. Ez megterheli a szerszám karbantartását.
3. A dupla fröccsöntő gép az, hogy két öntőforma pár osztja meg ugyanazon fröccsöntő gép terét és erejét, így nagyüzemi termékeket nem lehet befecskendezni.
A különbség a kettős fröccsöntési eljárás és az öntési folyamat között
A dupla fröccsöntés és az öntés egyaránt másodlagos fröccsöntés, de meglehetősen különböznek egymástól.
1. A túlformázási folyamatformákat, más néven másodlagos formázásokat, szokásos fröccsöntőgépeken hajtják végre. A termék két szakaszban képződik. Miután a terméket eltávolították az egyik szerszámkészletből, egy másik formakészletbe helyezik a második fröccsöntéshez. Ezért az öntési folyamathoz szokásos fröccsöntő gépet használnak.
2. A kettős fröccsöntés az, hogy ugyanazon fröccsöntő gépre kétféle műanyagot fecskendeznek be, amelyek kétszer képződnek, de a termék csak egyszer kerül ki. Általában ezt a fajta formázási eljárást dupla anyagú fröccsöntésnek is nevezik, amelyet általában két szerszámkészlet egészít ki, és speciális kettős fröccsöntő gépre van szükség.
3. A dupla fröccsöntés folyamatos gyártási mód. Nincs része az alkatrészek kivételének és középre helyezésének, időt és hibát takarít meg az alkatrészek újrahelyezésénél, nagymértékben csökkenti a gyenge gyártási arányt, és nagymértékben javítja a termék minőségét és a gyártás hatékonyságát az öntési folyamathoz képest.
4. Az öntési eljárás alacsony minőségű követelményekkel és kis megrendelésekkel rendelkező termékek fröccsöntésére alkalmas. A kettős fröccsöntő gép specifikációival korlátozva, általában nem alkalmas nagyobb részek fröccsöntésére.
5. A kettős fröccsöntő formák két elülső formájának azonosnak kell lennie, és a kapszulázó öntőformáknak nincs ez a követelmény. Ezért a kettős fröccsöntő formák pontossága és költsége magasabb, mint a kapszulázott fröccsöntő formáké.
A kettős fröccsöntési folyamat tippjei:
1. A kettős fröccsöntés folyamatában a négy alapvető elem van: kettős fröccsöntő gép, dupla fröccsöntő forma, megfelelő műanyag és ésszerű alkatrész-tervezés.
2. A lágy és kemény gumi kettős fröccsöntés anyagának kiválasztása A két színű fröccsöntéshez kétféle anyag olvadáspontja között bizonyos hőmérséklet-különbségnek kell lennie. Általában azt javasoljuk, hogy az első injekciós anyag olvadáspontja magasabb legyen, mint a második injekciós anyag olvadáspontja, és hogy az első injekciós anyag olvadáspontja magasabb legyen, mint a második injekciós anyag olvadáspontja.
3. Átlátszó és nem átlátszó anyagok injektálási sorrendje: az első lövés nem átlátszó anyagokból, a második lövés pedig átlátszó anyagokból készül. Például a nem átlátszó anyagok általában magas anyaghőmérsékletű PC-k, és a második átlátszó anyaghoz PMMA-t vagy PC-t használnak. A PC-t UV-permetezéssel kell védeni. A PMMA választhat UV vagy keményedést. Ha vannak karakterek a felületen, akkor az UV-t kell választania.
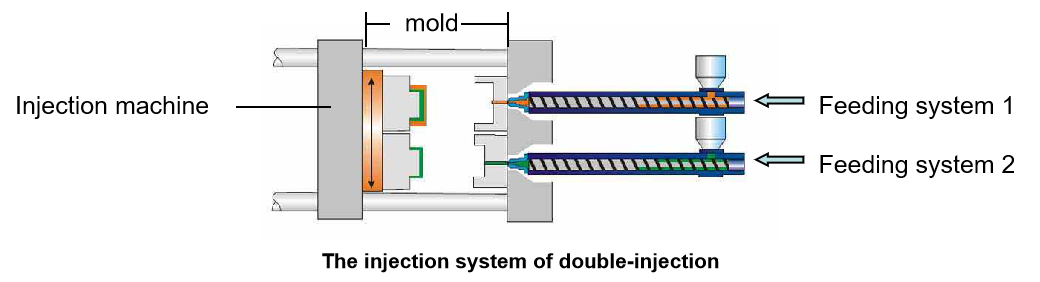
Mi a kettős fröccsöntő gép?
A két hordós fröccsöntő gépet, a fröccsöntő rendszert és a penész helyzetátalakító mechanizmusát kettős fröccsöntő gépnek nevezik, amelyet kétszínű fröccsöntéshez használnak. A fröccsöntő gépeknek általában két típusuk van: párhuzamos fröccsöntő gép fröccsönccsel és függőleges fröccsöntő gép fröccsöntött csavarral.

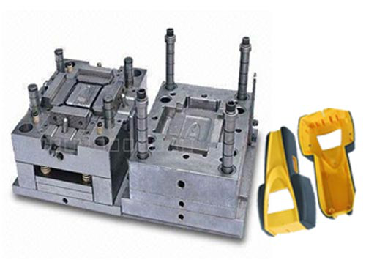
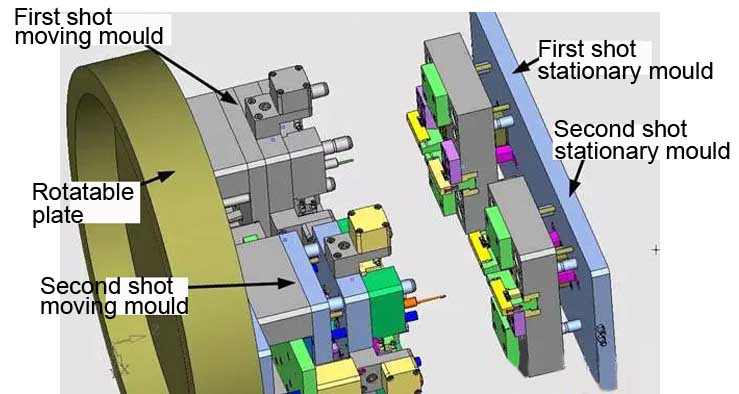
Mi a kettős injekciójú penész?
A kétféle műanyagot egymás után befecskendező és kétszínű termékeket előállító formát kétszínű penésznek nevezzük. A kétszínű fröccsöntő formák általában két részből álló formák, amelyek megfelelnek az első és a második lövésnek. A két szerszám hátsó szerszáma (hímkocka) megegyezik, de az elülső szerszám (női szerszám) más.
A normál termelés érdekében a dupla fröccsöntő formákat a dupla fröccsöntő gépre kell felszerelni.
Tippek a kettős befecskendezésű öntőformák tervezéséhez
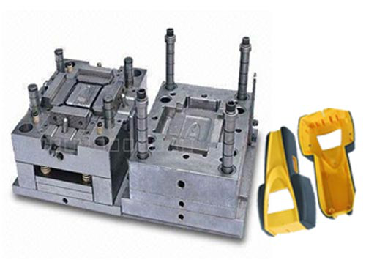
1. Penészmag és üreg
A kettős fröccsöntő forma alkotó része alapvetően megegyezik az általános fröccsöntő formával. A különbség az, hogy a fröccsöntő forma lyukasztását két helyzetben azonosnak kell tekinteni, és a konkáv formának jól együtt kell működnie a két lyukasztóval. Általában ez a fajta műanyag alkatrész kisebb.
KÉT KÉT INJEKCIÓS FORMA
2. Kiadási mechanizmus
Mivel a kétszínű műanyag alkatrészeket csak a második befecskendezés után lehet szétszerelni, az elsődleges befecskendező eszköz szétszerelési mechanizmusa nem fog működni. Vízszintesen forgó fröccsöntő gépnél a befecskendező gép kilökő mechanizmusa használható a kilökő kidobáshoz. A függőlegesen forgó fröccsöntő gépeknél a befecskendező gép kilökő kimeneti mechanizmusa nem használható. A forgóasztalon hidraulikus kilökő kilökő kilökő mechanizmus állítható be.
3. Kapuzási rendszer
Mivel ez egy dupla fröccsöntés, a kapuzási rendszer egyetlen fröccsöntő rendszerre és egy másodlagos fröccsöntő rendszerre van felosztva, amelyek két fröccsöntő eszközből állnak.
4, A penészalapok konzisztenciája Mivel a kettős fröccsöntési módszer különleges, együtt kell működnie és koordinálnia kell egymást, ezért a két szerszámvezető eszköz méretének és pontosságának konzisztensnek kell lennie. Vízszintesen forgó fröccsöntő formáknál a formák záródási magasságának meg kell egyeznie, és a két forma közepének ugyanazon a forgási sugaron kell lennie, a különbség pedig 180. Függőlegesen forgó fröccsöntő gép esetén két pár forma ugyanazon a tengelyen kell lennie.
Kettős fröccsöntés fejlesztése
A többszínű fröccsöntés és a kettős anyagú együttes fröccsöntés jellemzői és alkalmazásai alapján látható, hogy a jövőben trend lesz a hagyományos fröccsöntési folyamat fokozatos felváltása. Az innovatív fröccsöntési technológia nemcsak a fröccsöntési folyamat pontosságát javítja, hanem a fröccsöntési folyamat terét is megnyitja. Az innovatív kidobó berendezések és folyamatok elegendőek a változatos, jó minőségű és magas hozzáadott értéket képviselő termékek iránti növekvő kereslet kielégítésére.
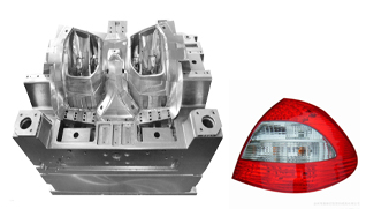
A Mestech kettős injekciós formát kínál az autóházakra, a kézi készülékházakra, a hangszóróházakra, a kulcsgombokra, a fogantyúkra és más kétszínű vagy két anyagból készült termékekre éveken át.